

机床加工在不同材料工件上的工艺特点及应用案例分别有哪些?
发布时间:2025-03-06
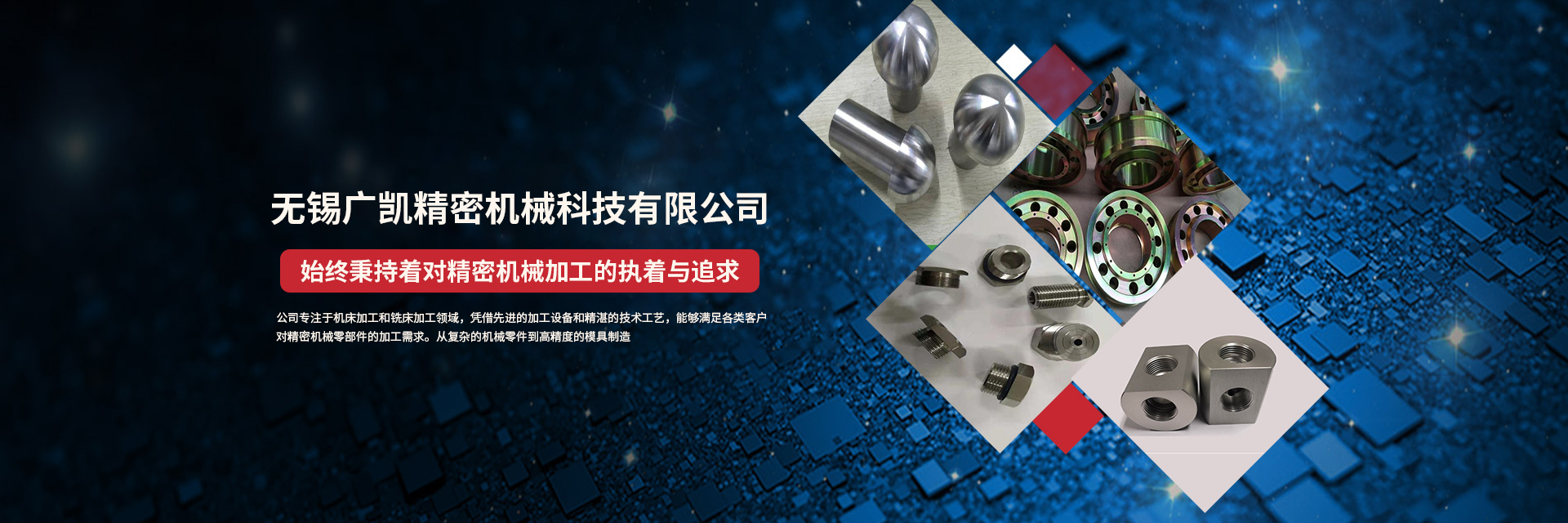
机床加工针对不同材料工件展现出各异的工艺特点,并在众多领域有着广泛应用。
对于金属材料工件,以铝合金为例,因其质地相对较软,在机床加工时切削力较小,加工效率较高。在数控铣床上进行铝合金零件加工时,可采用较高的切削速度,一般能达到每分钟 200 - 500 米,进给速度也可相应提高,通常在每分钟 500 - 2000 毫米之间。由于铝合金易产生积屑瘤影响表面质量,所以常选用具有锋利切削刃和良好排屑性能的刀具,如硬质合金涂层刀具。在航空航天领域,飞机的铝合金结构件,如机翼、机身框架等,大量采用机床加工。通过精密的数控加工工艺,能将铝合金材料精确加工成复杂形状,满足航空零件高精度、轻量化的要求。这些结构件在保证强度的同时,有效减轻了飞机重量,提高了燃油效率和飞行性能。
钢材加工则具有不同特点。普通碳素钢在机床加工时,需根据含碳量调整加工参数。中碳钢(如 45 号钢)综合性能较好,加工性适中。在车削加工中,切削速度一般控制在每分钟 50 - 150 米,进给量在 0.1 - 0.5 毫米 / 转之间。对于合金钢,由于其合金元素的加入,硬度和强度提高,加工难度增大。例如,加工模具钢时,常采用电火花加工与机械加工相结合的工艺。先通过电火花加工出大致形状,再利用磨床等机床进行精密磨削,以达到模具表面的高精度和低粗糙度要求。在汽车制造行业,发动机缸体、曲轴等关键零部件多由钢材制成。机床加工确保了这些零件的尺寸精度和表面质量,如发动机缸体的孔径精度可控制在 ±0.01mm 以内,保证了发动机的良好性能和可靠性。
非金属材料工件的机床加工也各有特色。以工程塑料为例,塑料的热膨胀系数较大,在加工过程中易因受热变形。因此,在机床加工时要采用较低的切削速度和进给量,切削速度一般在每分钟 20 - 80 米,进给量在 0.05 - 0.2 毫米 / 转左右。同时,要注意及时冷却,可采用风冷或水冷方式。在电子设备制造中,塑料外壳常通过注塑成型后,再利用数控铣床进行二次加工,如加工安装孔、散热槽等。通过机床加工,保证了塑料外壳的尺寸精度和装配精度,满足电子产品小型化、轻薄化的设计需求。
木材加工在机床加工中也有独特之处。木材硬度较低,但纤维结构易导致加工表面粗糙。在木工机床加工时,刀具的刃口形状和角度设计很关键。例如,使用锯齿状刀具进行锯切,刀具的锯齿角度和齿距需根据木材种类和加工要求进行选择。在家具制造行业,实木家具的零部件,如桌腿、椅背等,通过木工机床加工成各种造型。利用数控木工机床,可实现复杂图案的雕刻和精确的尺寸加工,提高了家具的生产效率和质量,满足消费者对个性化、高品质家具的需求。


 苏公网安备32020502001831号
苏公网安备32020502001831号