

机床加工中主流的车、铣、钻、磨工艺各适配什么工件类型?影响加工精度的核心因素有哪些?生产中如何降低工件废品率?
发布时间:2025-12-25
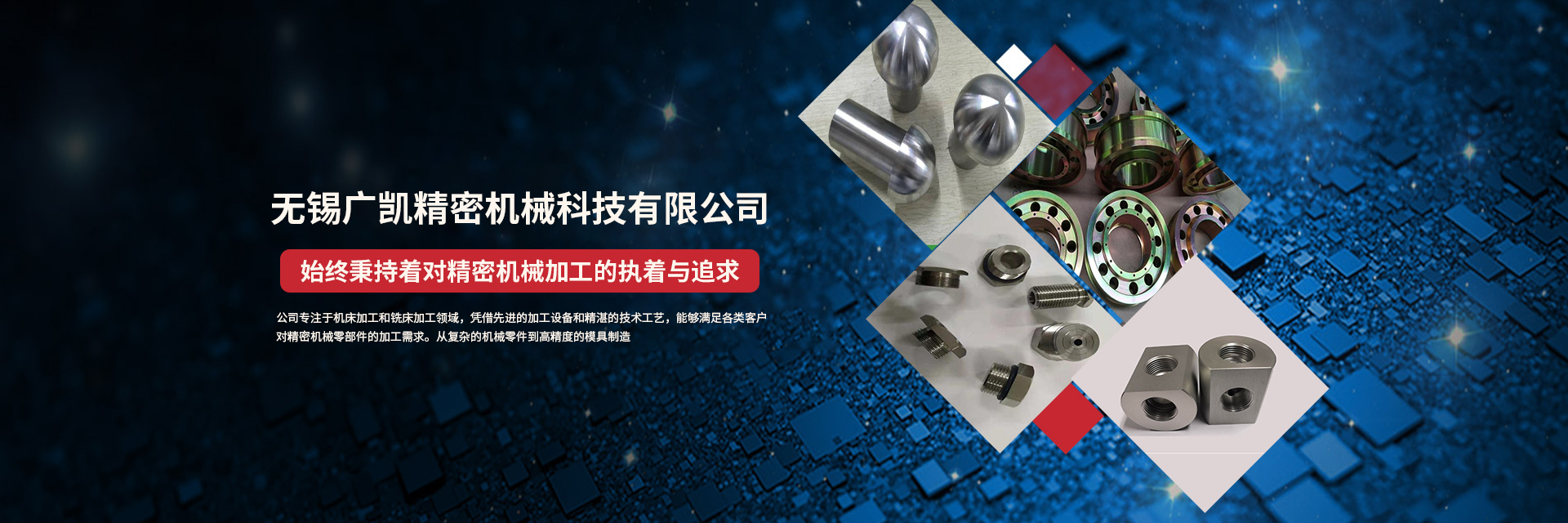
机床加工四大核心工艺适配场景明确:车削工艺主打回转体工件(如轴类、套类、盘类),可加工外圆、内孔、螺纹等,是轴类零件的核心加工方式;铣削适配平面、沟槽、异形轮廓工件(如箱体、支架、齿轮坯),能实现多面加工;钻削主要用于工件钻孔、扩孔,常作为后续加工的预处理工序;磨削工艺精度高,用于工件精加工(如精密轴、导轨、刀具),可提升表面粗糙度与尺寸精度。
影响加工精度的核心因素有四点:一是机床本身精度,包括主轴回转精度、导轨导向精度及传动系统精度;二是刀具性能,刀具材质(如高速钢、硬质合金)、刃口锋利度及磨损状态直接影响切削质量;三是装夹定位,夹具精度不足或装夹力度不当,会导致工件偏移;四是切削参数,转速、进给量、背吃刀量搭配不合理,易引发振动或工件变形。
降低废品率需做好全流程管控:首先,按工件材质与精度选对工艺和刀具(如硬材料选硬质合金刀具,精密件选磨削工艺);其次,优化装夹方案,采用专用夹具或定位销,确保工件稳固且定位精准,避免过夹变形;再者,精准设置切削参数,新手可参考刀具手册,批量生产前先试切验证;最后,定期维护机床,校准主轴与导轨精度,及时更换磨损刀具,同时加强首件检测与过程抽检,发现偏差立即调整。
注意:加工刚性差的薄壁件时,需降低切削速度与背吃刀量,搭配弹性夹具,防止工件振动或变形;复杂工件建议采用“粗加工+精加工”分开的方式,减少粗加工残留应力对精度的影响。


 苏公网安备32020502001831号
苏公网安备32020502001831号